-
FREE MEMBER
NO Posting or PM's Allowed

Poste #26 par J. Savoie (Junior member) tel que posté le 22 janvier 2008, 11:26 PM
Eh bien, si armeafeu.org/nouveau continue d’avoir des problèmes, les quelques amateurs d’armes qui y sont encore vont possiblement perdre l’intérêt tôt ou tard et mon tutoriel en français risque fort d’être « perdu ».
Ça fait 2 jours que j’essaie d’envoyer des réponses à certains sujets et la seule chose que j’obtiens c’est:
General Error
SQL ERROR [ mysqli ]
Table './phpbb3/phpbb_posts' is marked as crashed and last (automatic?) repair failed [144]
An SQL error occurred while fetching this page. Please contact the Board Administrator if this problem persists.
Please notify the board administrator or webmaster: esquif@armeafeu.org
Powered by phpBB © 2000, 2002, 2005, 2007 phpBB Group
Mes courriels ne peuvent meme pas rejoindre l’administrateur.
Donc, si vous voulez, je pourrais faire de mon mieux pour traduire ce tutoriel-ci en français.
Ce forum semble très bien fonctionner alors pourquoi ne pas plonger? Je ne ferais que changer les textes, utilisant les mêmes photos et noms tel que si VOUS (stencollector , Claven2 et les autres) aviez fait le tutoriel en français en tout premier lieu. J’ajouterais même un “pictionnaire”. Je pourrais toujours utiliser les noms de pièces en anglais.
Qu’en pensez-vous?
J. Savoie
-
01-27-2008 12:32 AM
# ADS
Friends and Sponsors

-
FREE MEMBER
NO Posting or PM's Allowed
Poste #27 par Claven2 (Moderator) tel que posté le 23 janvier 2008, 06:20 AM
Ça me va Monsieur Savoie 
Klunk, l’alésoir (reamer) est fait à partir d’un forêt (drill bit), vous le machinez selon les spécifications de la SAAMI, en fait une cartouche factice (dummy round) avec un guide pilot à son extrémité, ensuite vous fraisez pour faire les surfaces de coupe.
Pour durcir, cela depend de la sorte d’acier utilisé. Vous pouvez utiliser du casenit , ou chauffer et tremper en cycles en vous referant à la charte de trempe de l'acier.
Ils ne durent pas aussi longtemps que les alésoirs commerciaux, mais ils sont OK pour quelques canons, et ils ont vraiment besoin d’un tour pour garder leur coupe droite.
Ok, j’ai écrit la partie du haut ce matin alors que j’étais pressé, voici plus de détails...
L’alésoir (reamer) est fait de matériel de forêt (drill rod). Je ne me rappelle plus si c’est du O-1 ou du W-1. De l’acier à haute teneur en carbone durci et étiré légèrement. Les alésoirs en D sont du type standard, pas juste les alésoirs de chambrage. Basiquement, tu machines l’acier à la dimension ou au contour désiré, et ensuite tu en coupes près de la moitié. Une coupe de dégagement sur le côté arrondi jusqu’à l’arête pour couper l’arête de coupe. On termine l’arête ave une pierre à affûter. Le plus gros problème est le risqué de déformation lorsque l’alésoir (reamer) est trempé. Le O-1 est moins susceptible de se déformer que le W-1. Plongé verticalement dans l’huile ou l’eau, non pas en angle ni horizontalement. Ça ne coupe pas aussi rapidement qu’un alésoir (reamer) multi-facettes, mais si les arêtes sont en bonne condition, la coupe sera douce, tel que vous pouvez voir sur les photos. Comment fabriquer ces alésoirs (reamers) est expliqué dans des textes plus vieux. Un alésoir (reamer) pour dimensionner et finir un trou percé peut être fait en amenant une tige au bon diamètre, et en la coupant d’une longue coupe oblique. Après la trempe la surface de coupe est adoucie à la pierre.
Comme j’ai dit cependant, ce n’est pas un projet pour débutants puis que les probabilités d’erreur sont hautes ainsi que celles de ruiner votre ébauche (blank) de canon.
__________________
Союз нерушимый республик свободных Сплотила навеки Великая Русь. Да здравствует созданный волей народов Единый, могучий Советский Союз!
-
-
FREE MEMBER
NO Posting or PM's Allowed
-
FREE MEMBER
NO Posting or PM's Allowed
Poste #29 par Claven2 (Moderator) tel que posté le 24 janvier 2008, 06:36 PM
NOTEZ BIEN: Stencollector a été assez gentil pour me permettre de poster et d'utiliser sa collection de matériel sur la façon dont il a construit sa Sten SAS3, l'arme même qu'il a utilisée pour faire accepter par la GRC. Ce qui suit est son travail.
Encore une fois, une feuille de métal de 1/8 pouce a été utilisée. Un mandarin du diamètre interne du puit de chargement (magwell) a été utilisé pour faire les pliages. Une fois que les trous ont été coupés pour l’attache du chargeur, ainsi que l’encoche à l’avant pour le relâchement du manchon, cette pièce a été installée et soudée au tube qui a été fait dans le dernier message. Il a tout d’abord été retenu en place par un point de soudage, ensuite assemblé sur la carcasse pour s’assurer que l’arme pourrait être chargée.
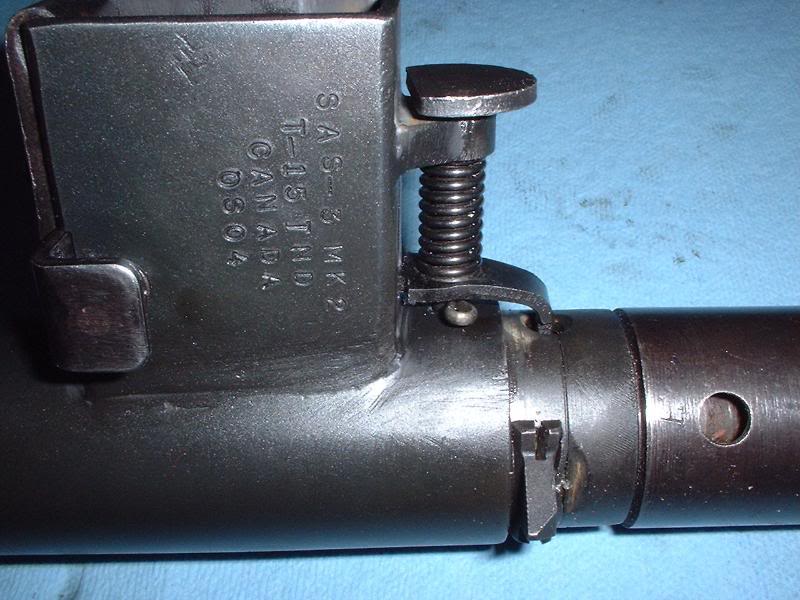
Au début, la dernière cartouche coinçait continuellement. Pour on ne sait quelle raison le puit, semblait préférer être plus à l’arrière que sur une Sten originale, donc on a sectionné les soudures et le boîtier du chargeur a été placé plus à l’arrière. La griffe de serrage triangulaire (barrel nut lock) a dû être fabriquée entièrement ses dimensions ayant changées à cause du repositionnement du boîtier (housing). Les dernières photos montrent les marquages sur le boîtier (housing).
Ce boîtier (housing) est marqué du No. de série 0S04. Le No. de série a aussi été marqué sur la carcasse (tube) et sur le boîtier de détente, puisque Stencollector se demandait si ce qui a été légalement décidé comme étant la carcasse (l’arme, frame) pourrait changer un jour.













__________________
Союз нерушимый республик свободных Сплотила навеки Великая Русь. Да здравствует созданный волей народов Единый, могучий Советский Союз!
Last edited by J. Savoie; 01-28-2008 at 12:54 AM.
-
FREE MEMBER
NO Posting or PM's Allowed
Poste #30 par Claven2 (Moderator) tel que posté le 24 janvier 2008, 06:50 PM
NOTEZ BIEN: Stencollector a été assez gentil pour me permettre de poster et d'utiliser sa collection de matériel sur la façon dont il a construit sa Sten SAS3, l'arme même qu'il a utilisée pour faire accepter par la GRC. Ce qui suit est son travail.
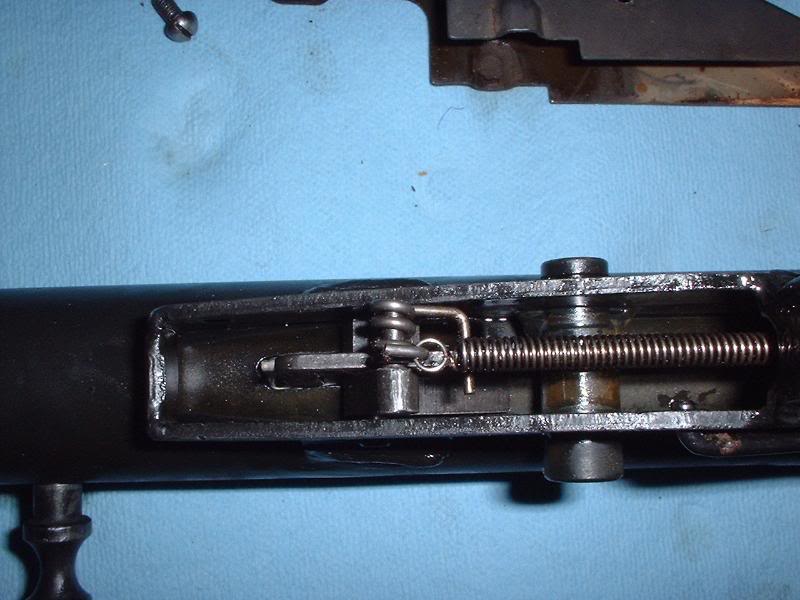
Voici les photos finales du projet de Stencollector. Photo 1 est celle de la base de la mire sur la carcasse (receiver). Photo2 est celle des 2 parties principales avec le boîtier de détente soudé en place mais avant la finition. Photo 3, est celle des pièces parées pour l’assemblage. Photos 4, 6, et 7 sont celles des Nos de série sur le puit de chargement (magwell), sur le boîtier de détente (trigger housing), et sur la carcasse (le tube). Photo 8 en est une du système de culasse calée (closed bolt), utilisant un percuteur (firing pin) du type de ceux dans les AR-15. Photo 9 montre le mécanisme de détente vu du dessous. Le sélecteur de tir a été soudé par le dessus (avant d’être soudé à la carcasse [receiver]) et la fente pour le déconnecteur (disconnector) est coupée de façon à ne permettre aucun mouvement latéral. Toute tentative de tripotage du mécanisme de détente pour essayer de le reconfigurer en mode automatique (F/A) ne pourra résulter qu’en un enraiement de l’arme, puisque la cartouche ne glissera pas devant le percuteur (firing pin). La culasse n’a pas été conçue avec des lèvres de chargement (feed lips) comme celle d’une Sten normale.
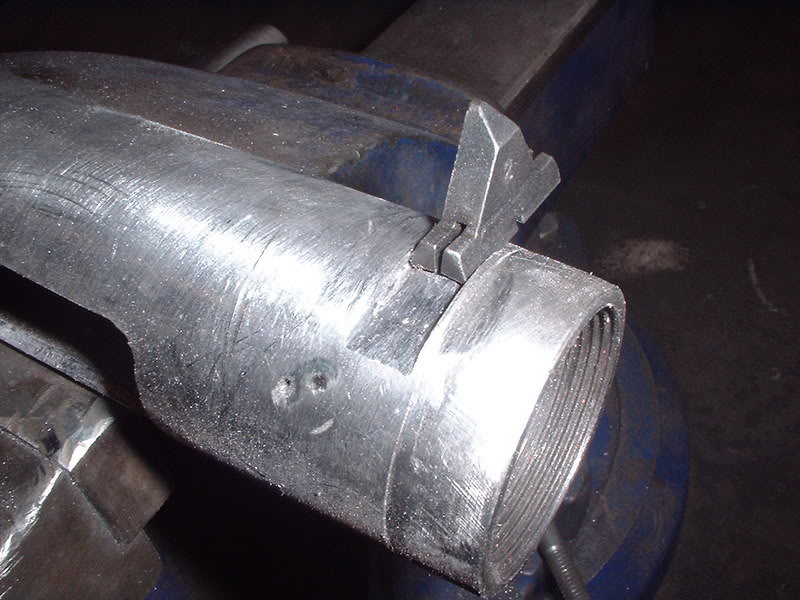
Photo 12 montre l’addition de métal à la griffe de serrage de la bride du canon (barrel lock). Puisque le puit de chargement (magwell) a été déplacé de 1/16" vers l’arrière sur sa bague (magwell collar), la griffe de serrage (barrel lock) a dû être rallongée d’autant.
Le reste des photo montre le produit fini.













__________________
Союз нерушимый республик свободных Сплотила навеки Великая Русь. Да здравствует созданный волей народов Единый, могучий Советский Союз!
Last edited by J. Savoie; 01-28-2008 at 01:04 PM.
-
FREE MEMBER
NO Posting or PM's Allowed
Poste #31 par stencollector(Advisory Panel ) tel que posté le 24 janvier 2008, 06:57 PM
) tel que posté le 24 janvier 2008, 06:57 PM
Merci pour les avoir postés Claven. Comme vous pouvez le voir dans les photos, je n’ai aucun problème à travailler le métal. Mais le bois et les ordinateurs ne sont pas mes amis. Je ne saurais couper un 2X4 sur une ligne droite même si ma vie en dépendait, comme je ne saurais poster des photos aussi bien que toi.
La plus belle chose avec le métal c’est que si vous faites une erreur et que vous en enlevez un peu trop, vous pouvez toujours en souder un peu pour re bâtir. Le truc pour le puit de chargement (magwell), selon moi, est de bien localiser l’endroit sur le tube où devra être percé le trou pour la tige dans la barrure du puit de chargement (magwell). Ensuite vous pouvez percer le trou pour correspondre parfaitement à la partie de la carcasse (le tube) qui se trouve en dessous. Servez-vous du tube original que vous aurez récupéré sur la carcase (receiver) de votre kit de Sten.
Même chose quand vous fabriquez la nouvelle carcase (le tube, receiver). Assurez-vous de percer à l’endroit exact, ensuite fixez le restant d’un puit de chargement (magwell) tronçonné, au nouveau tube (receiver). Utilisez-le pour trouver l’emplacement exact des fenêtres de chargement et d’éjection. Servez-vous d’une pièce du tuyau original comme guide pour éviter tout dépassement de coupe. Notez que la fenêtre d’éjection ne se rend pas jusqu’au tourillon (trunnion).
Il y a des choses que vous ne saisissez pas encore? Attendez voir jusqu’à ce que vous ayiez commence à faire vos coupes...cela prendra tout son sens à ce moment. Ou après que vous ayiez fait une coupe trop longue. Là cela prendra tout son sens.
-
FREE MEMBER
NO Posting or PM's Allowed
Poste #36 par tiriaq (Advisory Panel) tel que posté le 28 janvier 2008, 08:32 AM
En ce qui concerne la fabrication des alésoirs - allez au practicalmachinist.com , et sur le forum d'armurerie il y a une discussion entamée sur les alésoirs en "D". Toutes les instructions nécessaires pour en apprendre la fabrication s'y trouvent.
-
FREE MEMBER
NO Posting or PM's Allowed
-
FREE MEMBER
NO Posting or PM's Allowed
Poste #38 par Claven2 (Moderator) tel que posté le 2 février 2008, 01:54 PM
Maintenant puisque les kits de conversion de SAS3 ne sont toujours pas sous la main facilement, juste pour s’amuser, voyons ce que ça prend pour fabriquer un ensemble de culasse de SAS3... 
Tout d’abord vous aurez besoin bonne d’une tige de métal ronde... et d’une fraiseuse (milling)... et de la patience... et, et, et...
(en autres mots, ceci n’est que pour vous montrer, la plupart d’entre vous ne devriez même pas essayer ça à la maison sauf si vous êtes machinistes)
Tout d’abord vous vous devez de bien centrer et percer le trou du percuteur (firing pin) en utilisant une fraiseuse (milling) ou un tour à fer (nous avons utilisé un tour à fer) et ensuite, vous devez percer les trous de pour les tiges des ressorts de récupération. Une fraise de finition (end-mill) coupera le creux pour le culot de la cartouche (cartridge recess) et un petit forêt (drill bit) sera utilisé pour percer l’ouverture du percuteur pin. Par la suite, vous devrez machiner/fraiser qui deviendra éventuellement les lèvres de chargement.

De retour sur la fraiseuse (milling), et....

Ta-da! Des lèvres de chargement (feed lips)! (notez qu’elles ne dépassent PAS au-delà du creux pour le culot de la cartouche. Si c’était le cas cela la ferait "aller vite" sous certaines circonstances, ce qui est illégal, et nous ne voudrions pas ça.)

Et ici le chemin du marteau (hammer) est fraisé au dos de la culasse (bolt).

Nous devons encore tailler les retraits pour l’extracteur et sa tige de fixation – ce n’est pas encore fait à ce stade-ci. C’est une expérience d’essai ou un échantillon. Ce sera plus facile pour la prochaine... si jamais il y a "une prochaine". Espérons que les culasses de SAS3 sont importables ce qui nous sauvera toute la misère.
__________________
Союз нерушимый республик свободных Сплотила навеки Великая Русь. Да здравствует созданный волей народов Единый, могучий Советский Союз!
-
FREE MEMBER
NO Posting or PM's Allowed
Poste #40 par Claven2 (Moderator) tel que posté le 2 février 2008, 02:30 PM
Je suis certain que le CFC te laissera savoir si le No de série que tu entends utiliser est disponible ou non. J’utiliserai probablement pour ma part un No de série au hasard de Longbranch qui aura été retiré.
La fraiseuse (milling) est une vieille Bridgeport. Manuelle, pas CNC.
Je parlais avec un ami qui est machiniste armurier, et il pense que nous serions capables de fabriquer une série de formes et de presses pour former les boîtiers de chargement (mag boxes) à partir de tuyau sans joint, ce qui couperait BEAUCOUP de travail. Ce n’est encore qu’une possibilité pour l’instant, mais à un certain moment donné quelqu’un pourrait offrir un ensemble de boîtier de chargement (mag box) et sa bague (collar), non soudés, comme kit pour des constructeurs éventuels, une "carcasse à 80% complétée 80% (receiver)" si l’on veut.
__________________
Союз нерушимый республик свободных Сплотила навеки Великая Русь. Да здравствует созданный волей народов Единый, могучий Советский Союз!
Dernière mise à jour faite par Claven2 le 2 février 2008 à 02:33PM











 Register To Reply
Register To Reply
















